
Karbid bıçaqları necə hazırlanır?
Karbid bıçaqları müstəsna sərtliyi, aşınmaya davamlılığı və uzun müddət itiliyini qorumaq qabiliyyətinə görə qiymətləndirilir və bu da onları sərt materialları kəsmək üçün ideal hala gətirir.
Karbid bıçaqları, adətən, volfram karbid tozunun bərk formaya salınmasını, ardınca bıçağın formalaşdırılmasını və tamamlanmasını əhatə edən bir proses istifadə edilərək hazırlanır. Karbid bıçaqlarının ümumiyyətlə necə istehsal olunduğuna dair addım-addım məlumat:
1. Xammalın hazırlanması
- Volfram KarbidiTozKarbid bıçaqlarında istifadə olunan əsas material, volfram və karbonun sıx və sərt birləşməsi olan volfram karbididir (WC). Volfram karbidinin toz forması, sinterləşmə prosesinə kömək etmək üçün adətən kobalt (Co) olan bağlayıcı metal ilə qarışdırılır.
- Toz QarışdırmaVolfram karbid tozu və kobalt vahid bir qarışıq əmələ gətirmək üçün qarışdırılır. İstədiyiniz bıçaq sərtliyi və möhkəmliyi üçün düzgün tərkib təmin etmək məqsədilə qarışıq diqqətlə idarə olunur.
2. Basma
- QəlibləməToz qarışığı qəlibə və ya matrasın içinə yerləşdirilir və bıçağın kobud konturu olan kompakt formaya basılır. Bu, adətən, yüksək təzyiq altında adlanan bir prosesdə edilir.soyuq izostatik presləmə (CIP) or tək oxlu presləmə.
- FormalaşdırmaPresləmə zamanı bıçağın kobud forması əmələ gəlir, lakin hələ tam sıx və ya sərt deyil. Presləmə toz qarışığının istənilən həndəsəyə, məsələn, kəsici alət və ya bıçaq formasına uyğunlaşmasına kömək edir.
3. Sinterləmə
- Yüksək Temperaturlu SinterləməPresləndikdən sonra bıçaq sinterləşmə prosesindən keçir. Bu, preslənmiş formanın adətən 0.5-1.5 arasında temperaturda sobada qızdırılmasını əhatə edir.1400°C və 1600°C(2552°F-dən 2912°F-ə qədər), bu da toz hissəciklərinin bir-birinə qarışmasına və bərk, sıx bir material əmələ gətirməsinə səbəb olur.
- Bağlayıcının çıxarılmasıSinterləmə zamanı kobalt bağlayıcısı da emal olunur. Bu, volfram karbid hissəciklərinin bir-birinə yapışmasına kömək edir, lakin sinterləmədən sonra bıçağa son sərtlik və möhkəmlik verməyə də kömək edir.
- SoyutmaSinterləşmədən sonra, çatlama və ya deformasiyanın qarşısını almaq üçün bıçaq tədricən nəzarətli bir mühitdə soyudulur.

4. Üyüdülmə və Formalaşdırma
- ÜyüdülməSinterləmədən sonra karbid bıçağı çox vaxt çox kobud və ya qeyri-bərabər olur, buna görə də xüsusi aşındırıcı təkərlər və ya üyütmə maşınları istifadə edərək dəqiq ölçülərə qədər üyüdülür. Bu addım iti kənar yaratmaq və bıçağın tələb olunan spesifikasiyalara cavab verməsini təmin etmək üçün vacibdir.
- Formalaşdırma və ProfilləməTətbiqdən asılı olaraq, bıçaq əlavə formalaşdırmaya və ya profilləşdirməyə məruz qala bilər. Bu, kəsici kənarda müəyyən bucaqların üyüdülməsini, örtüklərin çəkilməsini və ya bıçağın ümumi həndəsəsinin incə tənzimlənməsini əhatə edə bilər.
5. Bitirmə Müalicələri
- Səth örtükləri (İsteğe bağlı)Bəzi karbid bıçaqları sərtliyi, aşınma müqavimətini artırmaq və sürtünməni azaltmaq üçün titan nitrid (TiN) kimi materialların örtükləri kimi əlavə emaldan keçir.
- CilalamaPerformansı daha da artırmaq üçün bıçaq sürtünməni azaldan və kəsmə səmərəliliyini artıran hamar, işlənmiş bir səth əldə etmək üçün cilalana bilər.


6. Keyfiyyətə Nəzarət və Test
- Sərtlik TestiBıçağın sərtliyi, adətən, tələb olunan spesifikasiyalara cavab verdiyinə əmin olmaq üçün sınaqdan keçirilir və Rokvel və ya Vikers sərtlik testləri də daxil olmaqla ümumi testlər aparılır.
- Ölçü TəftişiDəqiqlik çox vacibdir, buna görə də bıçağın ölçüləri dəqiq toleranslara cavab verməsi üçün yoxlanılır.
- Performans TestiKəsmə və ya kəsmə kimi xüsusi tətbiqlər üçün bıçağın nəzərdə tutulduğu kimi işləməsini təmin etmək üçün real sınaqdan keçirilə bilər.
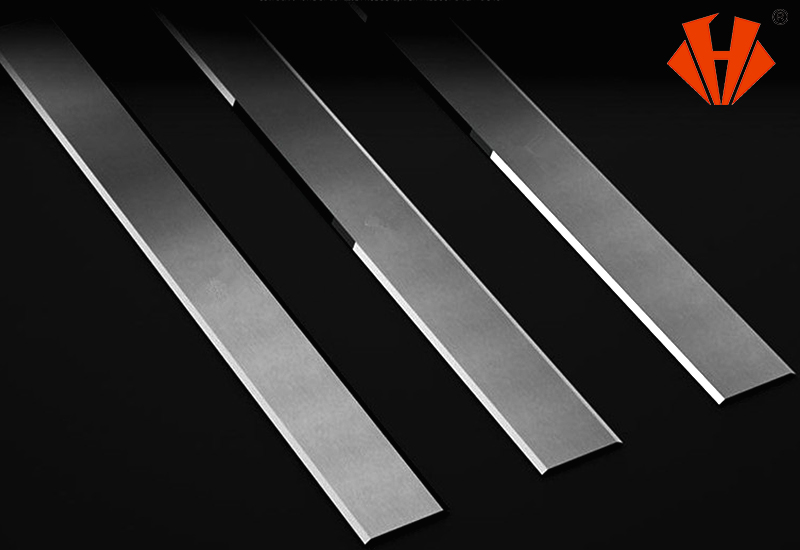
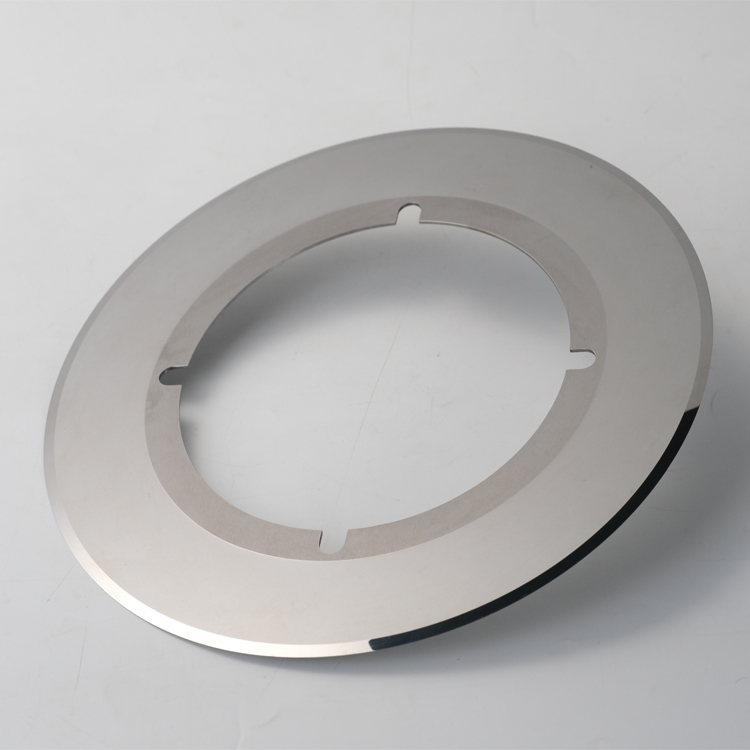
HUAXIN SEMENTLƏŞDİRİLMİŞ KARIB dünyanın müxtəlif sənaye sahələrindən olan müştərilərimiz üçün premium volfram karbid bıçaqları və tiyələri təqdim edir. Tiyələr demək olar ki, istənilən sənaye tətbiqində istifadə olunan maşınlara uyğunlaşdırıla bilər. Tiyə materialları, kənar uzunluğu və profilləri, emalları və örtükləri bir çox sənaye materialları ilə istifadə üçün uyğunlaşdırıla bilər.
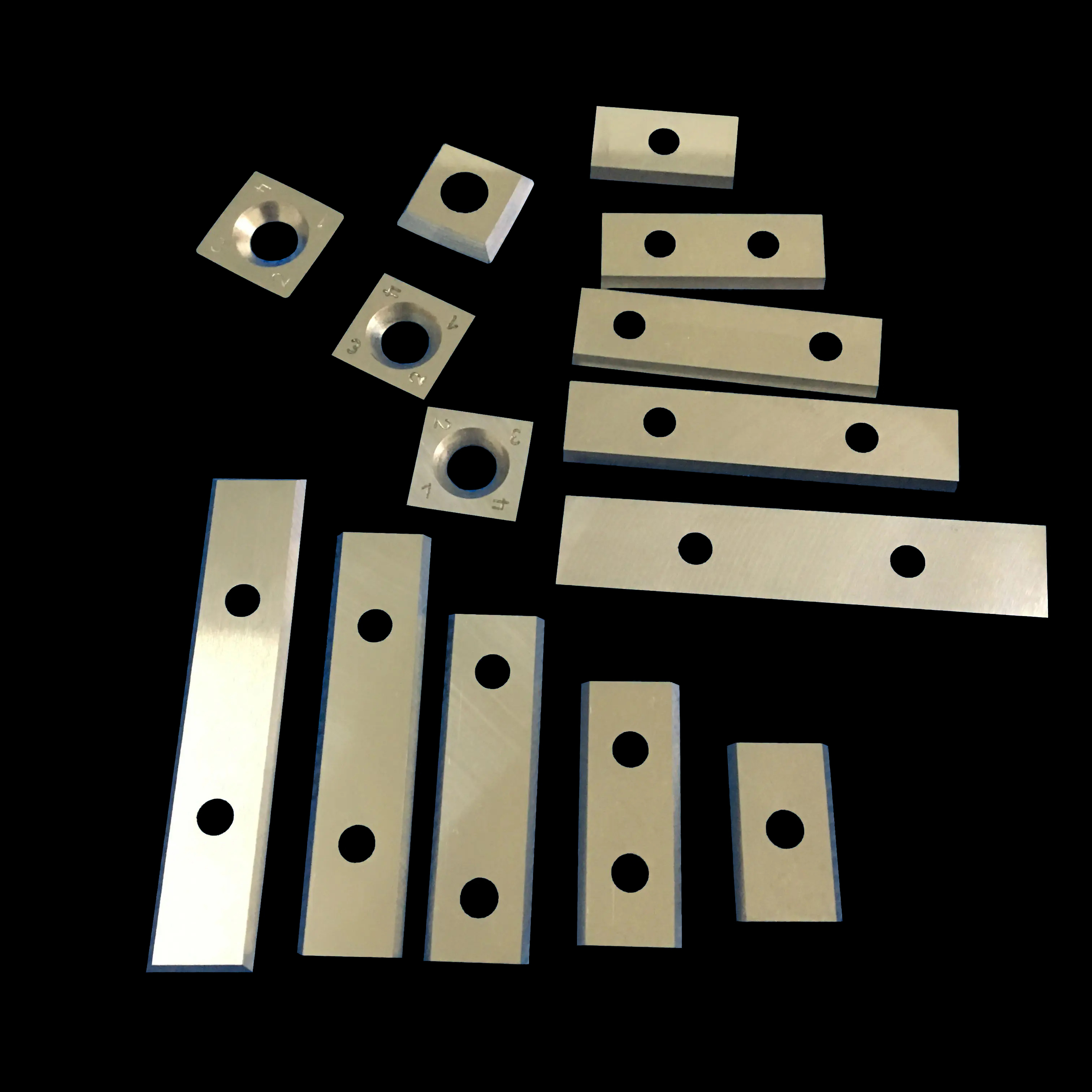
Bıçaqlar bütün keyfiyyət yoxlamalarından keçdikdən sonra, onlar müxtəlif sənaye tətbiqlərində, məsələn, metal emalı, qablaşdırma və ya yüksək aşınma müqavimətinin və itiliyinin vacib olduğu digər kəsmə əməliyyatlarında istifadəyə hazırdır.
Yazı vaxtı: 25 Noyabr 2024



